-


-


-


WeChat

-
WhatsApp

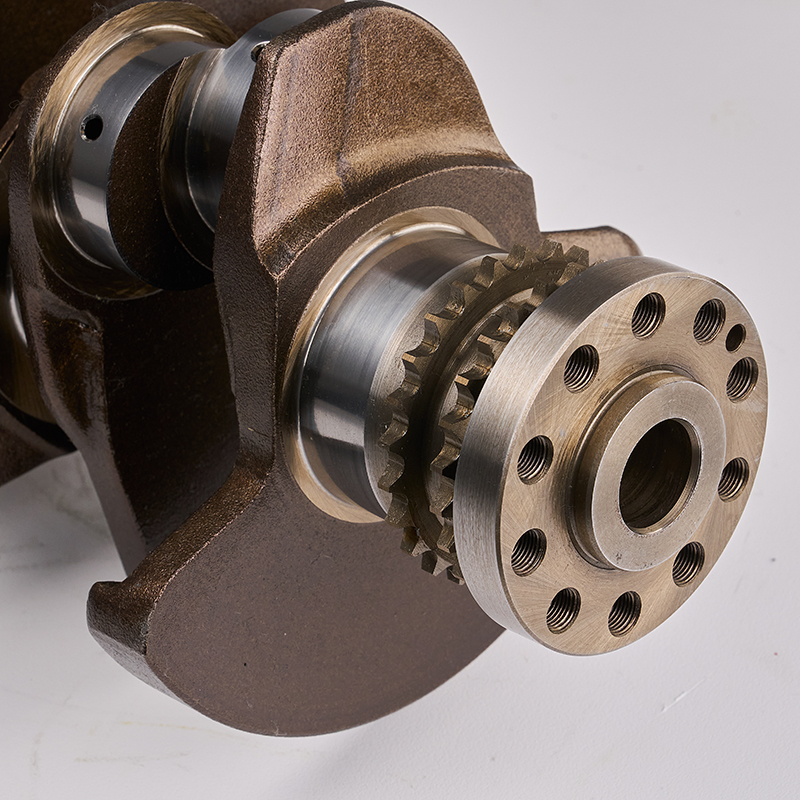
Как правильно измерить биение шейки коленчатого вала?
2025-07-17
Как правильно измерить биение шейки коленчатого вала
Инспекция биения шеек коленчатого вала — критически важный этап при изготовлении и обслуживании двигателя. Она напрямую влияет на его производительность, долговечность и безопасность. Точное измерение позволяет выявить изгиб или дефекты обработки вала и служит надёжной основой для последующей сборки и ремонта.
-
Необходимое оборудование
-
Индикатор часового типа (точность 0,01 мм или 0,001 мм)
-
V‑блоки или профессиональная стойка для проверки коленчатого вала
-
Проверяемый коленчатый вал
-
-
Порядок проведения измерений
Шаг 1: Установка и подготовка
-
Разместите коленчатый вал горизонтально и симметрично на V‑блоках.
-
Точки опоры должны находиться на двух основных шейках, чтобы вал был устойчивым и ровным.
-
Очистите поверхность шейки от масла, стружки и других загрязнений.
-
Разместите чувствительный наконечник индикатора перпендикулярно поверхности шейки и слегка прижмите: стрелка должна стоять ровно, без дрожаний.
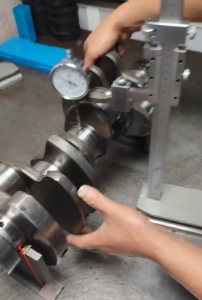

Шаг 2: Установка нуля
-
Вручную прокрутите вал, найдя точку максимального выступания шейки (пик отклонения).
-
Установите индикатор на «0» (поверните циферблат или безель в зависимости от модели).
Шаг 3: Снятие показаний
-
Медленно и равномерно проверните вал на один полный оборот (ручкой или вручную).
-
Зафиксируйте максимальное и минимальное показания индикатора.
Шаг 4: Расчёт биения
Пример:
Позиция Показание (мм) Начальная точка 0,00 Максимум +0,05 Минимум −0,03 Биение = 0,05 − (−0,03) = 0,08 мм
✅ Совет: Медленный оборот → Запись макс. и мин. → Вычитание = биени
-
-
Ключевые моменты
-
Стабильность установки
-
V‑блоки должны быть жёстко закреплены и симметрично выровнены.
-
Опора должна приходиться на основные шейки, чтобы избежать ошибок измерения.
-
-
Правильное давление наконечника
-
Наконечник индикатора должен быть перпендикулярен поверхности шейки.
-
Избегайте чрезмерного прижатия (сильная компрессия пружины) и слишком лёгкого касания (стрелка дрожит).
-
-
Чистота поверхности и плавный ход
-
Убедитесь, что поверхность шейки чистая и сухая.
-
Поворачивайте вал равномерно и аккуратно для достоверных показаний.
-
-
-
Рекомендуемые допуски биения
Для разных типов двигателей требуются разные допуски биения. См. таблицу ниже:
Тип двигателя Нормальный диапазон биения Высокая точность (отлично) Легковые автомобили ≤ 0,03 – 0,05 мм ≤ 0,01 – 0,02 мм Грузовые / коммерческие ≤ 0,05 – 0,08 мм ≤ 0,02 – 0,03 мм Строительная техника ≤ 0,08 – 0,10 мм ≤ 0,04 мм Гоночные / высокопроизводительные ≤ 0,01 – 0,02 мм ≤ 0,005 мм (экстремум)
В заключение, Зачем проверять биение
-
Обнаружение изгиба или дефектов обработки.
-
Предотвращение аномального износа, вибраций и посторонних шумов.
-
Обеспечение сбалансированной и плавной работы двигателя.
-
Продление ресурса и надёжности.
-
Повышение качества сборки и ремонта.
-
Техническая база для контроля качества и послепродажного обслуживания.